
Das FTA Flexo Magazine bietet a Rheonics Anwenderfallstudie – „Viskositätsstandardisierung: Ein Druckeransatz“
Überblick
Zeitschrift für Flexodruck - Flexodruck (https://www.flexography.org/flexo-magazine/) veröffentlicht einen ausführlichen Artikel über die Rheonics SRV-Viskosimeter und die RPS InkSight Multi-Station Ink Control-Lösung an einem Kundenstandort in den Niederlanden.
Um die PDF-Kopie der Website herunterzuladen, verwenden Sie bitte den folgenden Link.
Einleitung
Die Viskosität ist ein sehr wichtiger Parameter für die endgültige Qualität der Drucksachen
»Wenn die Viskosität nicht korrekt ist, variieren das Fließverhalten und die Dicke der Tintenschicht, was zu einer Verschlechterung der Druckqualität führt
»Eine schlecht eingestellte Tintenviskosität kann zu übermäßigem Tintenverbrauch und unnötig hohen Kosten führen
»Viskositätsautomatisierung und vorausschauende Nachverfolgungssteuerung führen zu Abfallreduzierung und Effizienzverbesserungen
Dank der strengen Kontrolle mit einem präzisen Sensor in Kombination mit einem reaktionsschnellen Kontrollsystem konnten wir unseren Druckprozess optimieren und gleichzeitig die Farbqualität verbessern und Abfall reduzieren.
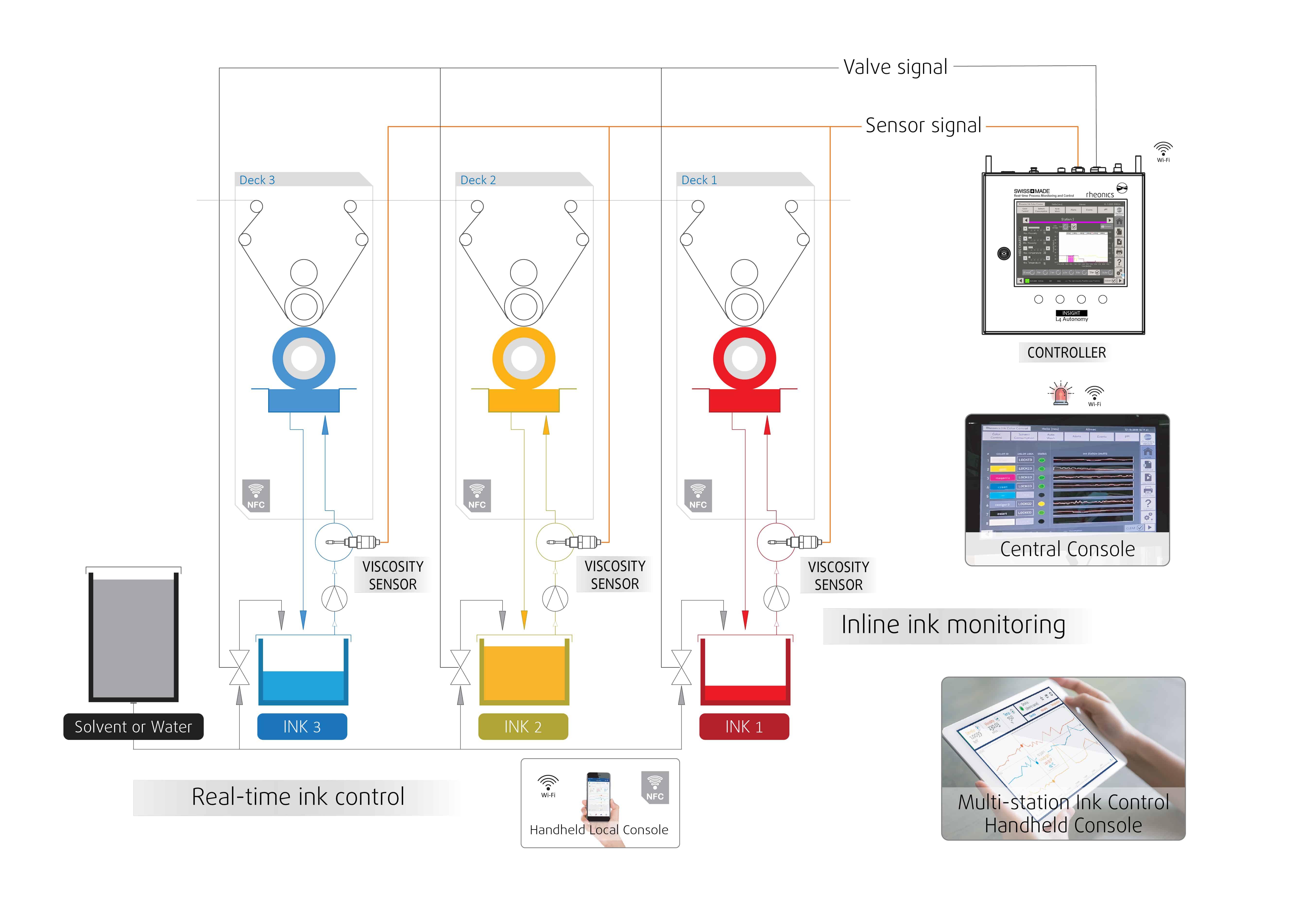
Schlüsselwert der Inline-Tintenüberwachungoring und Steuerungslösungen
Druckqualität. Der Hauptzweck der Viskositätskontrolle besteht darin, die Druckqualität vom Anfang bis zum Ende eines Auftrags aufrechtzuerhalten, egal wie lange oder komplex.
Betriebseffizienz. Ein zweites Ziel ist die Verbesserung der Betriebseffizienz. Effizienz beginnt mit der Einrichtung eines Jobs. In der Lage zu sein, die richtige Viskosität für alle Stationen zu erreichen, ohne zu basteln und zu basteln, bedeutet einen schnellen Auftragsumschlag, bei dem die Maschinen nicht im Leerlauf, sondern drucken.
Im Artikel behandelte Themen
- Genauigkeit der Sensoren
- Nicht-Newtonsches Verhalten von Tinten und Charakterisierung mit Viskosimetern
- Installation in der Presse
- Vorausschauende Tracking-Steuerung
- QS & Standardisierung
- Reale Viskositätseinheiten - Cup Seconds oder mPa.sec?
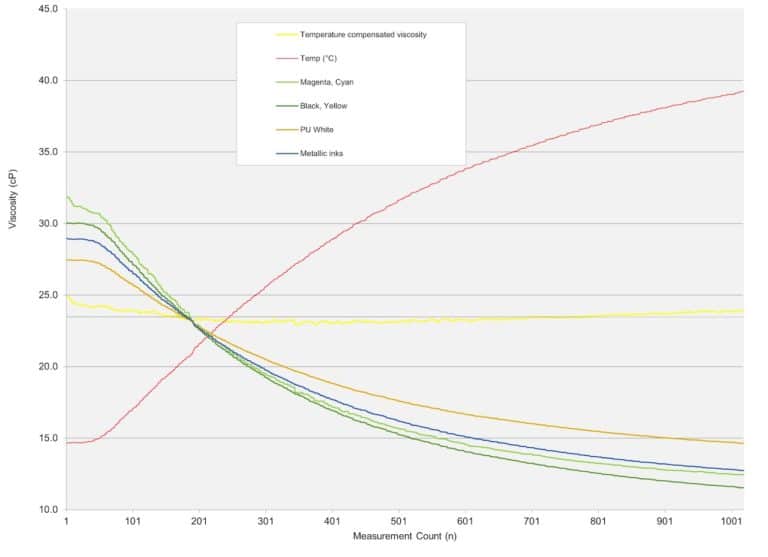
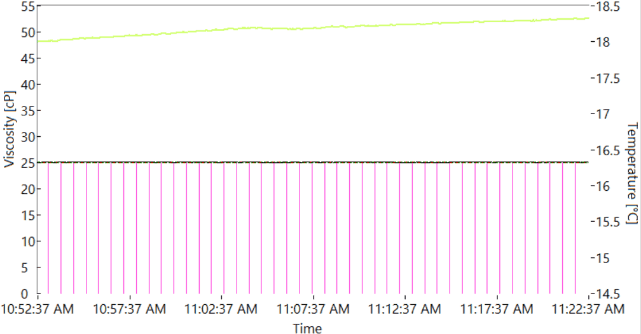
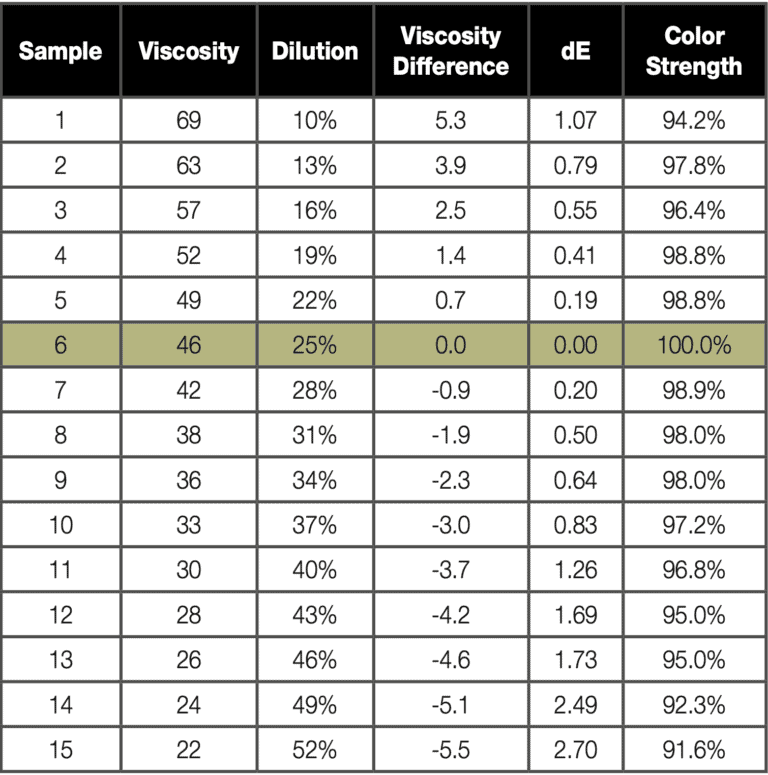
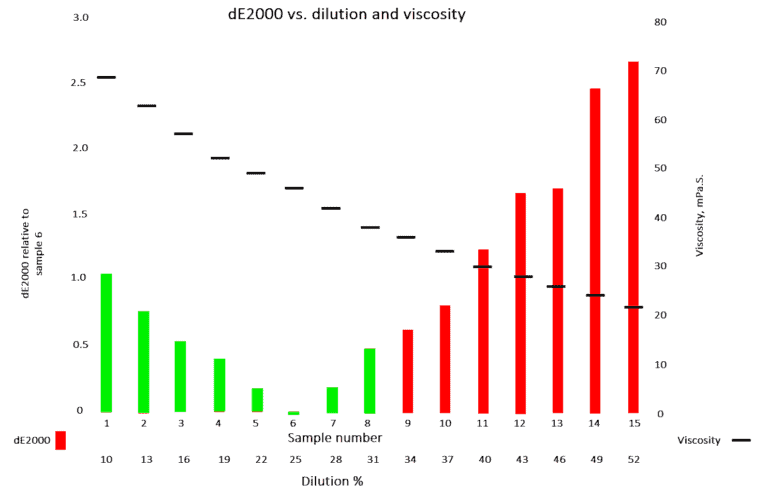
Einige Zahlen aus dem Artikel



Einzigartige Vorteile mit dem Rheonics SRV-Sensoren
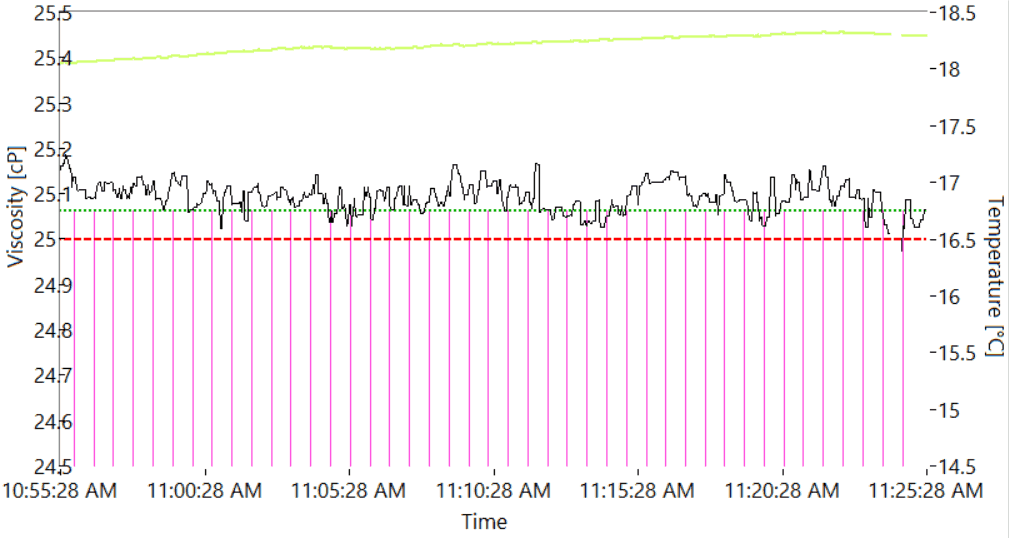
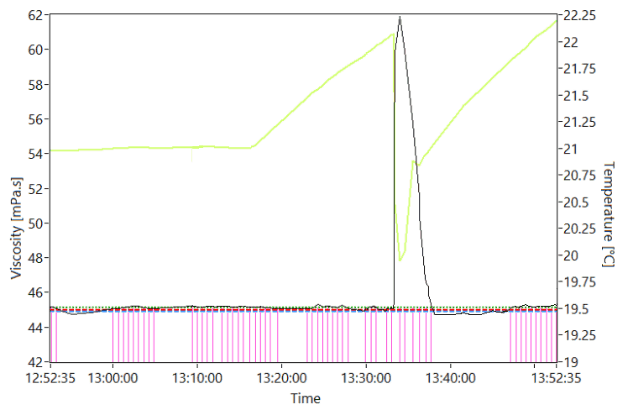
Rheonics Sensoren verfügen über eine integrierte Temperaturmessung, wodurch die Temperatur der Tinte überwacht werden kann. Dadurch können die Viskositätswerte temperaturkompensiert werden, was für die Sicherstellung einer gleichbleibenden Produktion bei typischen täglichen und saisonalen Temperaturschwankungen unerlässlich ist.
Die Verwendung eines Inline-Viskositätssensors wie des SRV für Druckanwendungen bietet viele Vorteile. und einige umfassen:
- Funktioniert genau in den meisten Beschichtungssystemen mit einem breiten Spektrum an Tintenzusammensetzungen und Viskositäten - auf Wasserbasis, auf Lösungsmittelbasis, UV-Tinten, Metallic-Tinten usw.
- Behält die eingestellte Tintenviskosität bei und reagiert extrem auf frische Tintenzusätze
- Robuster, hermetisch abgedichteter Sensorkopf. Das SRV kann inline mit allen Standard-CIP-Prozessen oder mit einem benetzten Lappen gereinigt werden, ohne dass eine Demontage oder Neukalibrierung erforderlich ist
- Keine beweglichen Teile, die altern oder mit Sedimenten verschmutzen
- Unempfindlich gegen Partikel; Keine engen Lücken, die mit Partikeln verschmutzen könnten
- Alle benetzten Teile sind aus Edelstahl 316L - erfüllen die Hygienestandards ohne Korrosionsprobleme
- Zertifiziert nach ATEX und IECEx als eigensicher für den Einsatz in gefährlichen Umgebungen
- Große Reichweite und einfache Integration - Sensorelektronik und Kommunikationsoptionen machen die Integration und den Betrieb in industrielle SPS- und Steuerungssysteme extrem einfach.
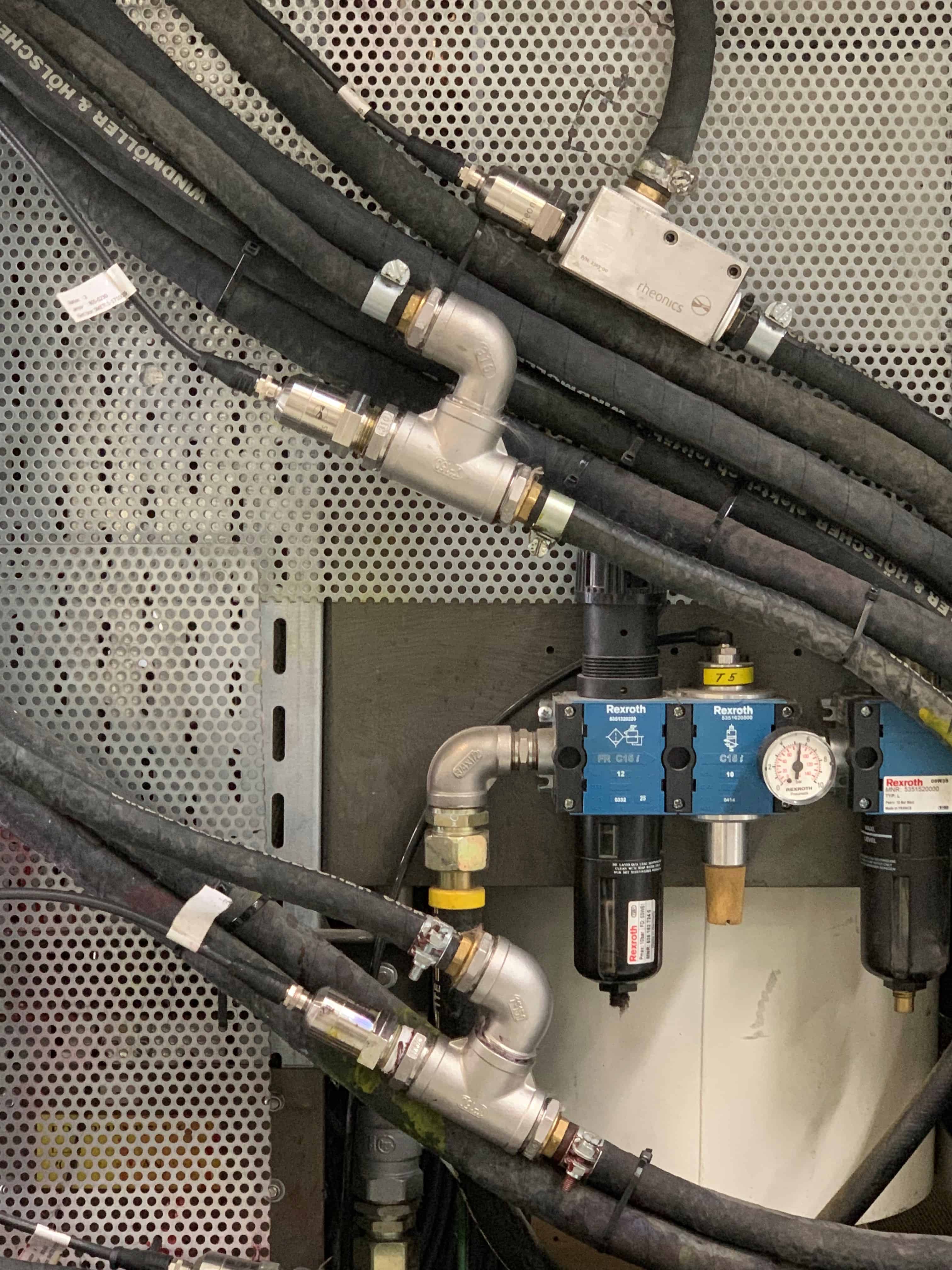
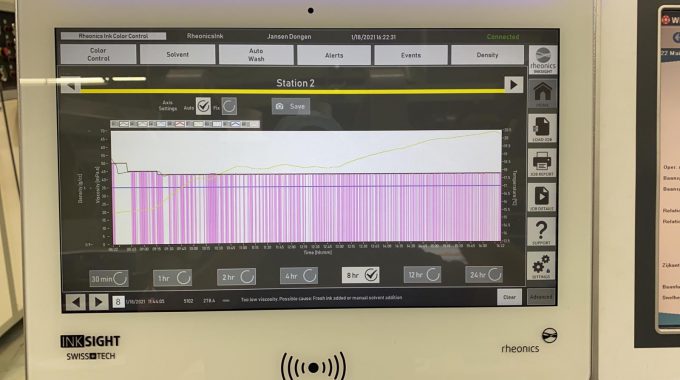
Einige Bilder des RPS InkSight-Systems
- Rheonics In Druckmaschinen integrierte SmartView-Konsole
- Einige Bilder zeigen die Inline-Installation der SRV-Viskosimeter in der Presse
- Eigenständiger Schaltschrank





Ähnliche Artikel

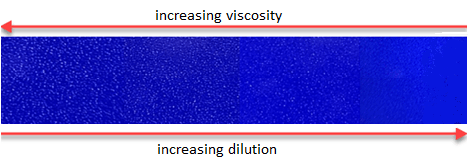
Viskositätsstandardisierung im Flexodruck
In der Geschichte unseres Unternehmens haben wir alle Arten von Viskositätssensoren eingesetzt: Rotation, fallende Kugel, fallender Kolben und Schallwelle. Die Ähnlichkeit zwischen diesen Sensoren besteht darin, dass sie alle mit einem Becher kalibriert sind, in unserem Fall dem DIN-Becher mit einem 4-mm-Auslass. An sich hat das gut funktioniert und mangels einer besseren Alternative…

Optimierung von Flexodruck-, Tiefdruck- und Wellpappendruckanwendungen durch Inline-Viskositätsüberwachungoring und Kontrolle
Druckmaschinen haben zahlreiche Anwendungen - Zeitungen, Zeitschriften, Kataloge, Verpackungen und Etiketten. Laut dem Marktforschungsunternehmen Smithers Pira wird die weltweite Druckindustrie bis 980 voraussichtlich 2018 Milliarden US-Dollar erreichen. Das schnelle Wachstum wird voraussichtlich hauptsächlich durch das Wachstum bei Verpackungen und Etiketten angetrieben - der analoge Druck für Verpackungen wird voraussichtlich um etwa 28% wachsen und…
Alle Rheonics-Produkte sind für härteste Prozessbedingungen ausgelegt und wiederstehen hohen Temperaturen, Stößen, Vibrationen, abrasiven Medien und agressiven Chemikalien.
Zusammenfassung
Wenn die Druckgeschwindigkeiten steigen und die Gewinnmargen geringer werden, wird es immer wichtiger, „beim ersten Mal alles richtig zu machen“. Ein Fehler bei der Einstellung der Anfangsviskosität kann dazu führen, dass in kürzester Zeit mehrere tausend Meter Abfall entstehen. Dank der strengen Kontrolle mit einem präzisen Sensor in Kombination mit einem reaktionsschnellen Kontrollsystem konnten wir unseren Druckprozess optimieren und gleichzeitig die Farbqualität verbessern und Abfall reduzieren.
{kind=link}

